- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Erilaisten metallien laserleikkauksen painopisteen valitseminen
2025-02-21
Laserleikkausprosessissa tarkennusasennon valitseminen materiaalityypin perusteella on avain laadun ja tehokkuuden leikkaamiseen. Tämä tekninen näkökohta on saanut merkittävää huomiota koko teollisuudessa.
1. Hiiliteräsleikkaus
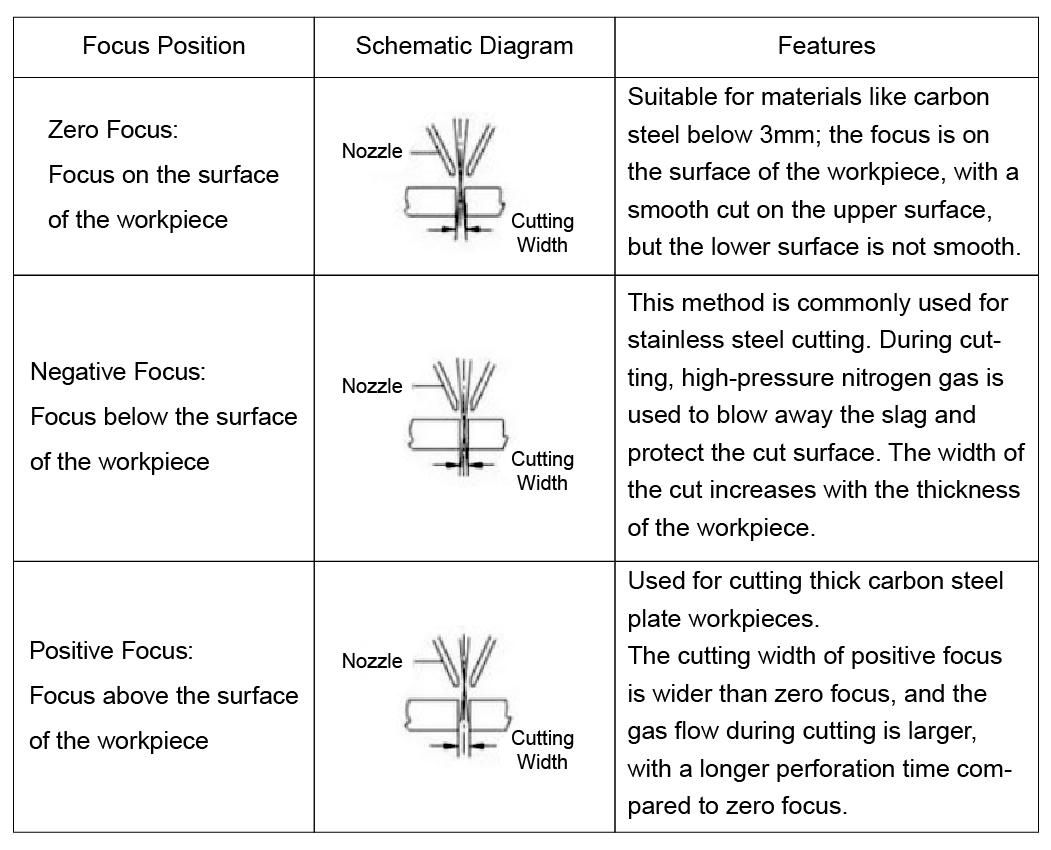
Ohut levynleikkaus:Ohuempien levyjen leikkaamiseksi (kuten1-3 mm), nolla tarkennus, jossa tarkennus on sijoitettu materiaalin pintaan, käytetään yleisesti. Tämä auttaa parantamaan leikkausta tarkkuutta, vähentämään lämpöä koskevaa vyöhykettä ja saavuttamaan sujuvammat leikatut reunat.
Keskikokoinen ja paksu levyleikkaus:Leikkaamalla keskikokoisia hiiliteräslevyjä (6-16 mm), Positiivinen painopiste on yleensä suositeltava valinta. Kun tarkennus on asetettu materiaalin yläpuolelle, lasersäde leviää enemmän materiaalin pinnan saavuttamisen jälkeen, mikä auttaa kuonanpoistossa ja johtaa kirkkaampaan, tasaisempaan leikattuun pintaan.
Paksu levyleikkaus:Levyille paksumpi kuin16 mm, negatiivista painopistettä käytetään tyypillisesti leikkausnopeuden parantamiseksi, vaikka tämä voi hiukan vähentää leikatun reunan laatua.
14. ruostumattomasta teräksestä valmistettu leikkaus
Ohut levynleikkaus:Ohujen levyjen leikkaamiseksi jatkuvat laserit käyttävät tyypillisesti nolla tarkennusta varmistaakseen, että leikkuupinta on sileä, ylempi pinta lähellä tarkennusta vastaanottaen puhtaimman leikkauksen.
Keskikokoinen ja paksu levyleikkaus:Keskipakkaisille levyille hyvän reunan laadun varmistamiseksi negatiivinen keskittyminen yleensä otetaan käyttöön. Painopiste asetetaan syvemmälle materiaaliin leikkauksen laajentamiseksi ja kaasun ja sulan materiaalin virtauksen parantamiseksi varmistaen, että leikkuualueelle levitetään riittävästi energiatiheyttä.
3. Alumiinileikkaus
Ohut levynleikkaus:Kun leikkaat ohuita levyjä, voidaan käyttää sekä nolla keskittymistä että vähäistä positiivista keskittymistä. Nolla fokus tarjoaa paremman tarkkuuden ja pinnan laadun, kun taas positiivinen keskittyminen on sopiva, kun pystysuuntaisuus on kriittinen vaatimus. Se varmistaa, että leikkaus on hieman leveämpi yläosassa kuin alareunassa, helpottaen kuonan poistamista ja pystysuunnan ylläpitämistä.
Keskikokoinen ja paksu levyleikkaus:Keskipitkällä paksuilla levyillä voidaan käyttää sekä positiivista keskittymistä että negatiivista keskittymistä. Positiivinen keskittyminen vaatii riittävästi laservoimaa ja apukaasun paineita. Negatiivisen painopisteen käytettäessä tarkennus on tyypillisesti sijoitettu 1/3 - 1/2 levyn paksuudesta, mikä tarjoaa vakaamman leikkauksen ja vähentäen karheutta leikkauspinnalle.
4. Kuparileikkaus
Negatiivinen keskittyminen (tarkennus pinnan alapuolelle): Kuparin kohdalla negatiivinen painopiste on optimaalinen valinta, etenkin paksummille kuparilevyille (6 mm ja enemmän). Negatiivinen keskittyminen lisää laserin tunkeutumista, kompensoimalla kuparin suurta heijastavuutta ja sallii lasersäteen keskittymisen tehokkaammin. Tämä parantaa lämpöpitoisuutta ja parantaa leikkaussyvyyttä ja tehokkuutta.
Nolla tarkennus (tarkennus pinnalla):Ohuille kuparilevyille (1-3 mm), nolla tarkennus on myös toteutettavissa oleva vaihtoehto, joka tarjoaa paremman leikkauksen tarkkuuden ja minimoi lämpöä koskevan vyöhykkeen, mikä vähentää reunan muodonmuutoksia leikkauksen aikana.
Valitsemalla asianmukaisen tarkennusaseman, laserleikkaustehokkuus ja laatu voidaan parantaa merkittävästi eri metallimateriaaleille. Materiaalin paksuuden, lämmönjohtavuuden ja heijastavuuden määräävät positiivisen painopisteen, negatiivisen painopisteen tai nolla keskittymisen valinta. Käytännössä oikea tarkennusasento varmistaa sujuvasti leikkausreunat, ohjattujen leikkaussyvyyden ja minimoidut lämpövaikutteiset vyöhykkeet, mikä johtaa optimaaliseen prosessointiin.