- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

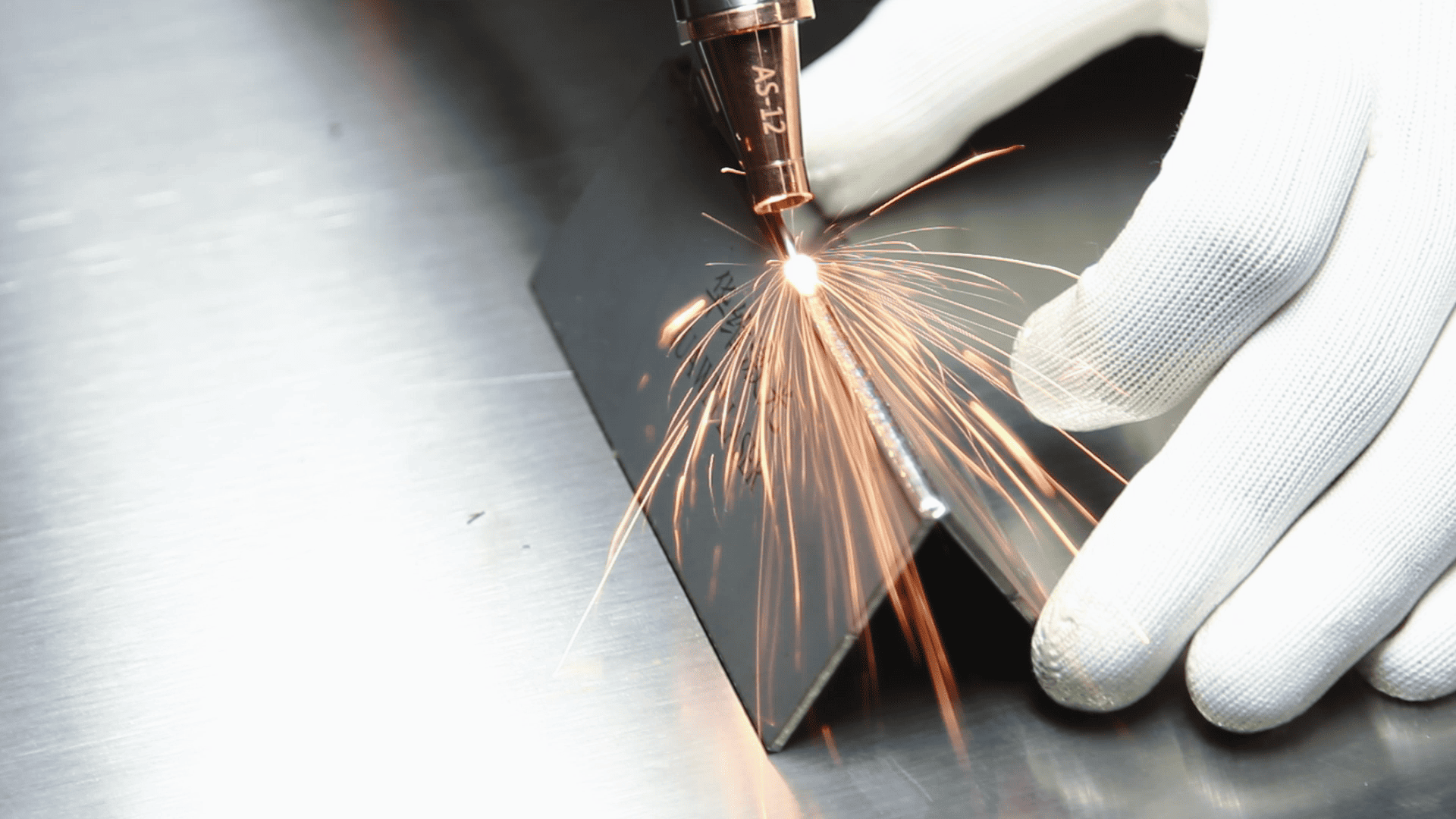
Yleisten väärinkäsitysten analyysi laserhitsauksessa
Teollisuusvalmistuksessa laserhitsaus on kriittinen prosessi, jonka laatu vaikuttaa suoraan tuotteiden turvallisuuteen ja luotettavuuteen. Operaattorit kuuluvat kuitenkin usein yleisiin sudenkuoppiin, jotka vaarantavat hitsauksen eheyden, aiheuttavat turvallisuusvaarat ja häiritsevät tuotantoa. Seuraavaksi leikkaamme kymmenen yleistä laserhitsausmenetelmää auttaaksemme ammattilaisia lieventämään riskejä ja parantamaan prosessin laatua.
Väärinkäsitys 1: Korkeampi/alempi virta on aina parempi?
Kyselyanalyysi: Nykyinen ohjaus on keskeinen. Liiallinen virta ylikuormittaa hitsausvyöhykkeen, polttaen perusmateriaalin läpi ja luo 凹陷 (kolhut), heikentäen rakenteellista lujuutta. Riittämätön virta ei sulaa täyteainetta riittävästi, mikä johtaa 假焊 (kylmät nivelet) ja piilotettuihin turvallisuusriskeihin.
Parhaat käytännöt: Optimoi virta materiaalin paksuuden ja elektrodin/langan tyypin perusteella. 3 mm: n teräslevyille, joissa on φ2.5-elektrodit, käytä ohjeena 90–110A, mutta viittaa aina hitsaajan käsikirjaan tuotemerkkikohtaisiin parametreihin.
Väärinkäsitys 2: Esipuhdistuksen laiminlyöminen
Assianalyysi: Öljy-, ruoste- tai oksidikerrokset toimivat esteinä. Nämä epäpuhtaudet höyrystyvät hitsauksen aikana, muodostaen 气孔 (huokoset) tai kuonan sulkeumia, jotka heikentyvät 焊缝 (hitsaus).
Parhaat käytännöt: Jauhaa pinnat perusteellisesti metalliselle 光泽 (kiilto) kulmanhiomakoneilla tai vaijeriharjoilla. DeRease asetonilla öljytöntä pintaa varten.
Väärinkäsitys 3: Satunnaiset elektrodikulut
Tapaustutkimus: Litteässä hitsauksessa kulmat> 80 ° destabiloivat sulan poolin, aiheuttaen epätasaisen helmien muodostumisen.
Oikea tekniikka:
Litteä hitsaus: kallistuselektrodit 70 ° –80 ° taaksepäin stabiilien kaarien ja tasaisen lämmönjakauman suhteen; Käytä tasaista lineaarista liikettä.
Pystysuuntainen hitsaus: Pidä 60 ° –70 ° ylöspäin kulmassa siksak -värähtelyllä ja lyhyillä tauoilla reunoilla 咬边 咬边 咬边 (alitaulu).
Väärinkäsitys 4: Laitteiden ohitustarkastukset
Riskit: Suojatussa hitsauksen kaasuvuodot mahdollistavat hapen/typen tunkeutumisen, hapettumisen 焊缝. Löysät maa -kaapelit lisäävät vastustuskykyä aiheuttaen virheellisiä kaaria tai tulipaloja.
Protokolla: Päivittäiset tarkistukset asianmukaisen maadoituksen, kaapelien eristyksen ja kaasusylinterin paineen suhteen (kaasunsuojatun hitsauksen varalta).
Väärinkäsitys 5: huonompi suojavaruste
Vaarat: Kaarisäteily aiheuttaa fotokeratiitin; kipinät polttavat ihoa; Höyryt johtavat pneumkonioosiin.
Pakollinen PPE:
Automaattiset pimeät kypärät (DIN11+).
Liekinkestävät puvut + nahkahansikkaat.
Tuuletusjärjestelmät tai sertifioidut hengityssuojaimet.
Väärinkäsitys 6: Yhteensopimattomat pohja- ja täyteaineet
Kriittinen virhe: Hiiliteräselektrodien käyttö ruostumattomasta teräksestä kiihtyy korroosioon 焊缝: ssä.
Ohjeet:
Vastaa kemiallisia koostumuksia (esim. Q235 -teräs E4303 -elektrodeilla).
Varmista mekaaninen ekvivalenssi korkean lujuuden teräksille.
Väärinkäsitys 7: Kontrolloimattomat tarkkailijoiden lämpötilat
Viat: Monikerroksisten hitsauksen liiallinen lämpö karkottaa jyviä ja indusoi muodonmuutoksia.
Ohjausmenetelmät:
Tarkkaile naarien välisiä lämpötiloja (150–250 ° C) infrapuna -lämpömittarilla.
Levitä lämmön tasaisesti ohita hitsaus.
Väärinkäsitys 8: Post-hoitamisen huomiotta jättäminen
Piilotetut riskit: kuonan 残留 (jäännös) edistää korroosiota; Jäännösjännitys aiheuttaa halkeamia.
Menettely:
Poista kuonka haketuilla vasaroilla; Pylvä lankaharjoilla.
Levitä stressi-lievityksen hehkutus kriittisiin komponentteihin.
Väärinkäsitys 9: Yli luottamus yksittäisiin tekniikoihin
Rajoitukset: Pelkästään hitsaustaidot epäonnistuvat ylä- tai putkihitsauksessa, mikä johtaa 焊瘤 (päällekkäisyyteen) tai puutteelliseen fuusioon.
Harjoittelu: Pystysuora, vaakasuora ja päähitsaus; Harjoittele kaarihitsausta (piiskaamista) ja puolikuun kudonta.
Väärinkäsitys 10: Ympäristötekijöiden huomiotta jättäminen
Kielletyt skenaariot: sade indusoi vetyhalkeamia; suljetut tilat ansaitsevat myrkyllisiä höyryjä.
Vaatimukset:
Ylläpitää kosteutta <85%; Käytä tuulipisteitä> 2m/s.
Pidä vesi poissa alumiini-/magnesiumseoksista.
Huawei Laser muistuttaa sinua: tarkkuushitsaus, huippuosaaminen ensin! Huawei Laser suosittelee teollisuuden lisäämiseksi hitsaushaasteiden voittamisessa 1500W - 3000W älykäs kädessä pidettävä laserhitsaussarja, suunniteltu ruostumattomasta teräksestä, hiiliterästä ja alumiiniseoksista. Tämä kannettava järjestelmä, joka sisältää reaaliaikaisen tunkeutumisen seurannan ja mukautuvan parametrien säätämisen, se yksinkertaistaa monimutkaisia prosesseja, eliminoi perinteiset virheet ja nostaa tuottavuutta.
Ota yhteyttä Huawei Laser:
Sähköposti: huaweilaser2017@163.com | Virallinen verkkosivusto: www.huawei-laser.com
HUOMAUTUS: Tämä käännös säilyttää tärkeimmät tekniset termit kiinaksi (englanninkielisillä selityksillä) globaalien ammattilaisten selkeyden varmistamiseksi. Kiinnitä aina laitteiden valmistajan ohjeita tietyistä toiminnoista.
Edellinen:KÄSIJÄT