- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Langan ruokinnan ymmärtäminen laserhitsauksessa
2025-01-20
Laserhitsauksen johdonsyöttötekniikka on avainkomponentti korkealaatuisen hitsauksen saavuttamiseksi. Valitsemalla kohtuudella johdinmateriaali, halkaisija, langan syöttömenetelmä ja ohjaamalla tarkasti johdon syöttönopeutta, hitsaustehokkuutta ja nivelten laatua voidaan parantaa tehokkaasti. Seuraavat yksityiskohdat johdinsyöttölaitteen työperiaatteesta, johdon valinnasta, langansyöttönopeudesta ja muista teknisistä kohdista.

1. Langan syöttölaitteen toimintaperiaate
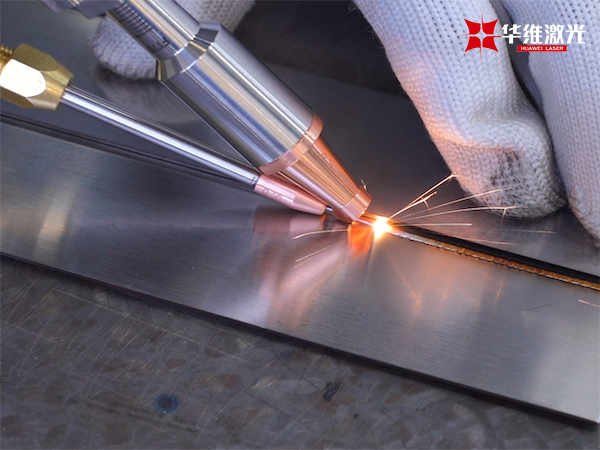
Langansyöttölaite on laite, jota käytetään erityisesti hitsauslangan toimittamiseen laserhitsausalueelle. Sen työprosessi sisältää seuraavat päälinkit:
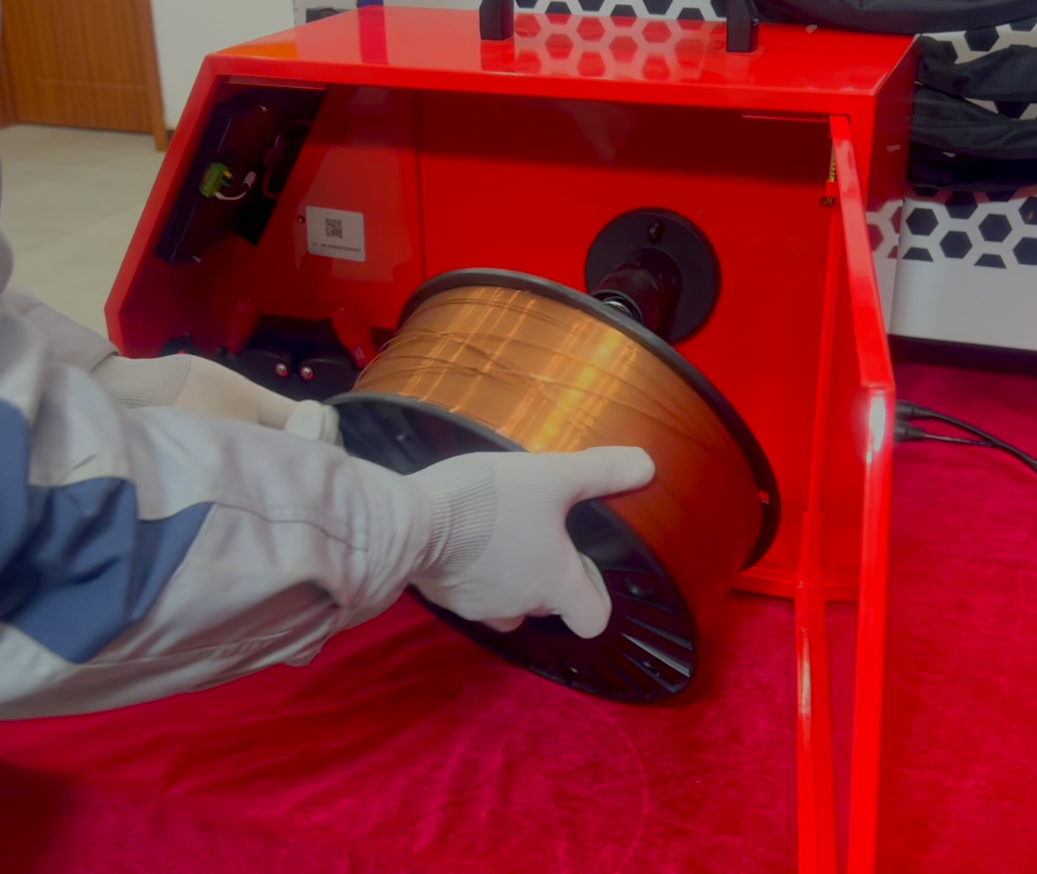
Langan syöttömoottori:Langansyöttölaite ajaa langan syöttöjärjestelmän moottorin läpi työntääksesi hitsauslangan hitsauspistooliin.
Langan syöttöputki:Langansyöttölaite syöttää hitsauslangan hitsauspistooliin hoikkan jakeluputken läpi. Langan syöttöputki on yleensä suunniteltu kaarevaan muotoon sen varmistamiseksi, että hitsauslanka voidaan syöttää sujuvasti.
Langan suutin:Hitsauspistooliin toimitettu hitsauslanka tulee lasersäteen hitsausalueelle suuttimen läpi ja vaikuttaa hitsausosaan yhdessä lasersäteen kanssa.
Langan ruokintajärjestelmän on yleensä toimitettava synkronisesti laserhitsauslaitteen kanssa hitsauslangan tarkan toimittamisen varmistamiseksi ja lasersäteen tehokkaan säteilytyksen varmistamiseksi, mikä varmistaa sulan uima -altaan ja hitsatun liitoksen laadun.
2. hitsausjohtomateriaalien valinta
Hitsausjohtomateriaalin valinta vaikuttaa suoraan hitsauksen laatuun ja nivellujuuteen. Eri perusmateriaalit vaativat erityyppisiä hitsauslankoja hitsatun liitoksen suorituskyvyn varmistamiseksi. Yleisiä hitsauslangan materiaaleja ovat ruostumattomasta teräksestä valmistettu hitsauslanka, alumiiniseoshitsauslanka, kuparihitsauslanka jne. Seuraavat tekijät on otettava huomioon valittaessa:
Perusmateriaalin sovitus:Hitsauslangan kemiallisen koostumuksen tulisi sovittaa pohjamateriaalia hitsausvirheiden välttämiseksi materiaalin yhteensopimattomuuden vuoksi.
Mekaaniset ominaisuusvaatimukset:Hitsauslangan materiaalin mekaanisten ominaisuuksien (kuten lujuus, kovuus jne.) Tulisi täyttää levitysvaatimukset varmistaakseen, että nivelillä on riittävä lujuus.
Korroosionkestävyys ja korkea lämpötilankestävyys: Osille, joita käytetään tietyissä erityisissä ympäristöissä, hitsauslangan korroosionkestävyyden ja korkean lämpötilan vastustuskyvyn on myös täytettävä asiaankuuluvat standardit.
3. Langan halkaisijan valinta
Langan halkaisijan koko vaikuttaa suoraan täyteaineen määrään, sulan uima -altaan ohjaukseen ja hitsauksen nopeuteen. Yleinen langan halkaisija -alue on yleensä välillä 0,8 - 2,4 mm, ja ominaisvalinta riippuu seuraavista tekijöistä:
Vanhamateriaalin paksuus: Ohut levyhitsaus käyttää yleensä ohuempaa lankaa (kuten 0,8 mm tai 1,0 mm) sulan uima -altaan tarkkaan hallitsemiseksi, kun taas paksut levyt vaativat paksumman langan (kuten 1,6 mm tai 2,0 mm) riittävän täyttömateriaalin aikaansaamiseksi.
Hitsauspaikka:Vaaka- tai ripustettavien hitsausliitoksissa ohuempia johtoja on helpompi hallita sulaa uima -allasta ja vähentää liiallisten sulan uima -altaan aiheuttamia hitsausvaurioita.
Hitsausvoima:Suuremman voiman laserjärjestelmää voidaan sovittaa paksummalla johdolla, jotta saadaan lisää täyteallia, jotta hitsausvaatimukset täyttävät.
Oikean langan halkaisijan valitseminen auttaa parantamaan hitsaustehokkuutta, vähentämään hitsausvirheitä ja varmistamaan hitsatun liitoksen laadun.
4. Kuinka syöttää lanka hitsauspistooliin
Lanka syötetään yleensä hitsauspistooliin langan syöttölaitteen langan syöttöputken läpi. Hitsauslangan syöttöprosessi hitsauspistooliin on erittäin tarkka, ja yleensä on useita tapoja:
Mekaaninen langan syöttöjärjestelmä:Hitsauslanka ajetaan langan syöttöputkeen moottori- ja käyttöpyörällä, ja sitten hitsauslanka syötetään laserhitsausalueelle opasjärjestelmän läpi.
Pneumaattinen langan syöttöjärjestelmä:Kaasua (kuten typpi tai paineilma) käytetään hitsauslangan työntämiseen langan syöttöputkea pitkin. Tämä menetelmä on suhteellisen yksinkertainen, mutta se vaatii tarkan ilmavirran ohjauksen estämään hitsauslangan taipumisen tai juuttumisen.
Langan syöttöprosessin on varmistettava, että hitsauslanka on sileä, katkeamaton eikä häiritse muita komponentteja. Hitsauspistoolin suunnittelulla on yleensä ohjelaite hitsauslangan tarkan telakoinnin varmistamiseksi lasersäteen kanssa.

5. Langan syöttönopeuden hallinta
Langan syöttönopeus on yksi laserhitsauksen keskeisistä parametreista. Langan syöttönopeuden valinnan on harkittava laservoimaa, hitsausnopeutta, langan halkaisijaa ja sulan uima -altaan kokoa. Yleensä johdon syöttönopeus on synkronoitava laserhitsauksen nopeuden kanssa varmistaakseen, että hitsauslanka voidaan syöttää sulaan uima -altaan tasaisella nopeudella.
Liiallinen johdon syöttönopeus:Voi aiheuttaa liian paljon täyteallia, lisätä nivelen sulaa poolia liian suurta tai yli täyttöä, mikä voi aiheuttaa hitsausvikoja.
Liian hidas langan syöttönopeus:Se voi johtaa riittämättömään hitsauslankoon, liian pieneen sulaan uima -altaaseen, hitsausliitoksen riittämättömään lujuuteen ja jopa epätäydelliseen hitsaukseen.
Langansyöttönopeuden tarkkaan hallitsemiseksi nykyaikaiset langansyöttölaitteet on yleensä varustettu suurilla valvontajärjestelmillä, jotka voivat automaattisesti säätää langan syöttönopeutta hitsausprosessin reaaliaikaisen palautteen mukaan (kuten laservoima, hitsausnopeus, sulan poolin lämpötila jne.) Varmistamaan hitsausprosessin vakauden ja korkean laatu.

Jos haluat oppia lisää laserhitsaustekniikasta ja langan ruokintaratkaisuista, ota yhteyttä Huawei -laseriin. Huawei Laser keskittyy laserhitsaustekniikan tutkimukseen ja kehittämiseen ja soveltamiseen tarjoamalla kattavaa teknistä tukea ja räätälöityjä palveluita, joiden avulla yritykset auttavat parantamaan hitsaustekniikkaa ja tuotannon tehokkuutta.